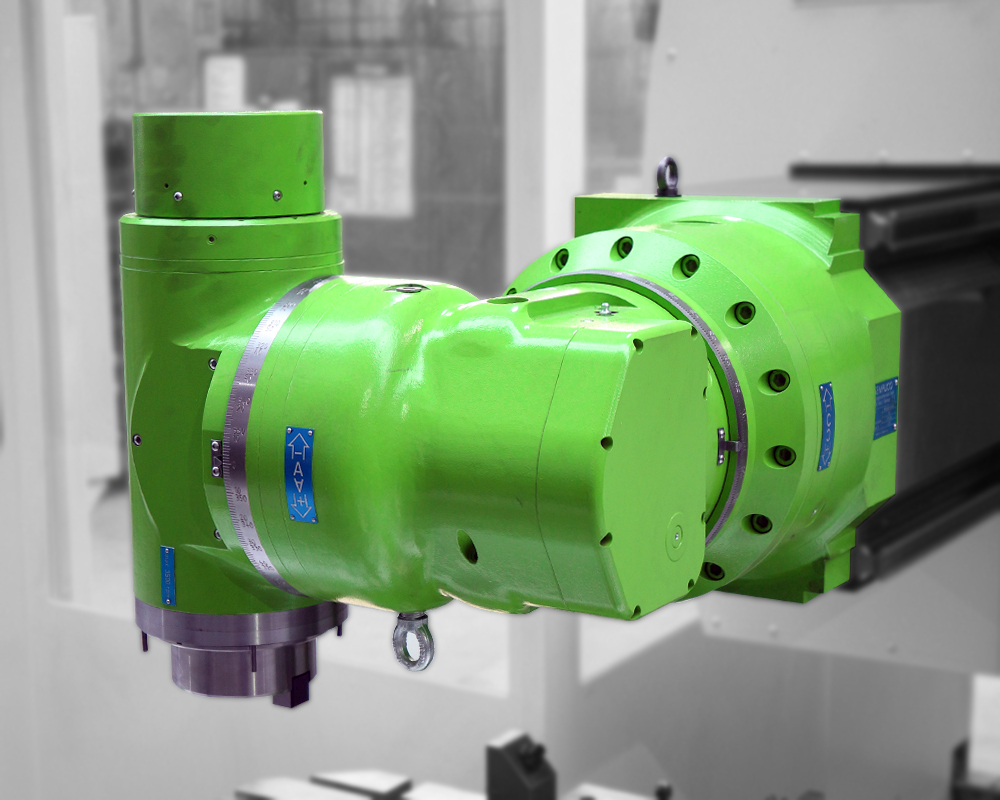
Der automatische Zweiachs-Orthogonal-Positionierfräskopf SEMPUCO KFU-D2/90 wird als technologisches Sonderzubehör für die waagerechten Bohr- und Fräsmaschinen RET10X und RET10P (RET100B in der Maschinenausführung mit Traghülse) eingesetzt.
Der Fräskopf SEMPUCO KFU-D2/90 ermöglicht ein Fräsen oder Bohren in beliebig geneigten Ebenen.
Die Befestigung des Fräskopfs am Spindelstock erfolgt automatisch.
Das Positionieren des Fräskopfs erfolgt automatisch.
Wichtigste Parameter
| Spannkegel | 50 | ISO |
| Werkzeugschaft | 69871 | DIN |
| Werkzeugspannkraft | 18 | kN |
| Max. Werkzeugdurchmesser | 160 | mm |
| Max. Werkzeuglänge | 350 | mm |
| Max. Werkzeuggewicht | 30 | kg |
| Max. zulässige Spindeldrehzahl | 3500 | U/min |
| Max. zulässige übertragbare Leistung (ab Nenndrehzahl) | 20 | kW |
| Max. zulässiges Drehmoment an der Spindel (bis Nenndrehzahl) | 600 | Nm |
| Nenndrehzahl | 318 | U/min |
| Drehzahlübertragung von der Maschinen- auf die Fräskopfspindel | 1:1 | |
| Drehbarkeit des drehbaren Fräskopfteils – Achse C | +/-95 | Grad |
| Drehbarkeit des drehbaren Fräskopfteils – Achse A | +/-110 | Grad |
| Teilung der Hirthverzahnung zur Positionierung in Achsen A/C – Standard/optional | 2,5/1 | Grad |
| Genauigkeit der Teilung der Hirthverzahnung | +/-3 | arcsec |
| Positioniergeschwindigkeit des Fräskopfs | 30 | U/min |
| Max. Tangentialbelastung der Hirthverzahnung | 5000 | Nm |
| Max. Vorschubkraft in Richtung der Fräskopfspindelachse | 8400 | N |
| Gesamtgewicht des Fräskopfs | ca. 450 | kg |
Video
KURZE TECHNISCHE BESCHREIBUNG
Der Fräskopf besteht aus drei kompakt verbundenen Grundteilen, die gegeneinander verdreht werden können, um die gewünschte Position der Fräskopfarbeitsspindel zu erhalten.
Ein genaues, wiederholbares Anbringen des Fräskopfs an den Spindelstock wird durch die Kupplung mit Hirthverzahnung sichergestellt.
Der Drehwinkel in der Schnittfläche des Fräskopfs wird durch Eingabe des Parameters im Steuerungssystem eingestellt. Die Fräskopfdrehung erfolgt automatisch. Im Inneren des Fräskopfs sind sämtliche Mechanismen zur Positionierung der Achsen A/C integriert. Die Positionierung wird von der Drehung der Maschinenspindel abgeleitet. Die genaue Positionsbestimmung und -arretierung wird durch die pneumatisch/hydraulisch gesteuerte Kupplung mit Hirthverzahnung sichergestellt.
SPINDEL
- die Fräskopfarbeitsspindel wird von der Arbeitsspindel der Maschine angetrieben, und ihre Drehrichtung ist identisch mit der Drehrichtung der Maschinenspindel
- im Inneren des Fräskopfs sind sämtliche Mechanismen zum Antrieb (Zahnräder) und zur Lagerung (in genauen Spindellagern) der Fräskopfarbeitsspindel integriert
- das Werkzeug wird in der Fräskopfarbeitsspindel mechanisch mittels Tellerfedern eingespannt. Das Ausspannen des Werkzeugs erfolgt hydromechanisch unter Zuführung von Drucköl von der Maschine
- das Werkzeug wird in die Kegelbohrung der Fräskopfarbeitsspindel manuell oder (je nach Maschinenausführung) automatisch eingeführt/entnommen
- die Bedienung beim Ein-/Ausspannen eines manuell eingeführten Werkzeugs ist identisch mit der Bedienung des Werkzeugspanners der Maschine
SCHMIERUNG
- die Schmierung des Arbeitsspindellagers des Fräskopfs und der Lagerung einzelner Teile des Arbeitsspindelantriebs ist eine Dauerfettschmierung
WERKZEUGKÜHLUNG
- der Fräskopf wird standardmäßig für die Werkzeugkühlung mit Kühlflüssigkeitszuführung durch äußere Düsen und/oder durch die Arbeitsspindelmitte angepasst. In der Ausführung mit beiden Kühlkreisen ist eine gleichzeitige Nutzung beider Funktionen nicht möglich. Bei einem Kühlkreis mit Zuführung durch die Spindelmitte ist ein Ausblasen der Spindelbohrung mit Druckluft möglich
ANBRINGEN DES FRÄSKOPFS AN DIE MASCHINE
Automatisches anbringen des Fräskopfs
- ein automatisches Anbringen des Fräskopfs ist bei den Maschinen RET10X und RET10P möglich
- die Maschine muss dann mit einer Vorrichtung für den automatischen Fräskopfwechsel (AVH) mit PICK-UP-System ausgerüstet werden
- diese Vorrichtung besteht insbesondere aus einem Regalspeicher für das technologische Zubehör in einer an die spezifischen Anwendungszwecke angepassten Ausführung sowie aus einer Abdeckplatte für die Spindelstockstirnseite, die die Elemente zum Spannen und Anschließen des Fräskopfs vor Verunreinigung und Beschädigung schützt, wenn der Fräskopf im Regal abgelegt ist
- der Regalspeicher wird dauerhaft auf einem verfahrbaren Hilfsspanntisch (RET10X) oder einer Spannplatte (RET10P) montiert
- Vorgehensweise beim automatischen Anbringen des Fräskopfs an die Maschine:
- automatisches Verfahren des Hilfsspanntisches (RET10X) bzw. des Ständers (RET10P) in die Position AVH
- automatisches Verfahren des Spindelstocks und Abnehmen der Abdeckplatte von Spindelstockstirnseite
- automatisches Verfahren des Spindelstocks und Anbringen des Fräskopfs (Aufspannen des Fräskopfs und Anschließen der Elektro-/Hydraulik-/Pneumatikleitungen)
Halbautomatisches anbringen des fräskopfs
- ein halbautomatisches Anbringen des Fräskopfs ist bei den Maschinen RET10X, RET10P und RET100B (Ausführung mit Traghülse) möglich. Der Regalspeicher für das technologische Zubehör wird nicht dauerhaft auf der Maschine montiert, sondern wird auf einer Ablagefläche neben der Maschine abgestellt
- der Transport des Regals auf die Maschine und von der Maschine zurück erfolgt mithilfe einer Hebevorrichtung
- Vorgehensweise beim halbautomatischen Anbringen des Fräskopfs an die Maschine:
- aufsetzen des Regalspeichers mit dem Fräskopf auf den Arbeitstisch / die Spannplatte der Maschine (Messtaster erforderlich)
- automatisches Verfahren der Maschine in die Position PVH
- automatisches Verfahren des Spindelstocks und Abnehmen der Abdeckplatte von Spindelstockstirnseite
- automatisches Verfahren des Spindelstocks und Anbringen des Fräskopfs (Aufspannen des Fräskopfs und Anschließen der Elektro-/Hydraulik-/Pneumatikleitungen)
STANDARDMÄSSIG GELIEFERTES ZUBEHÖR
- Aufsätze zum Werkzeugspannen – 5 Stk.
- Technische Begleitdokumentation einschließlich Gebrauchsanweisung

