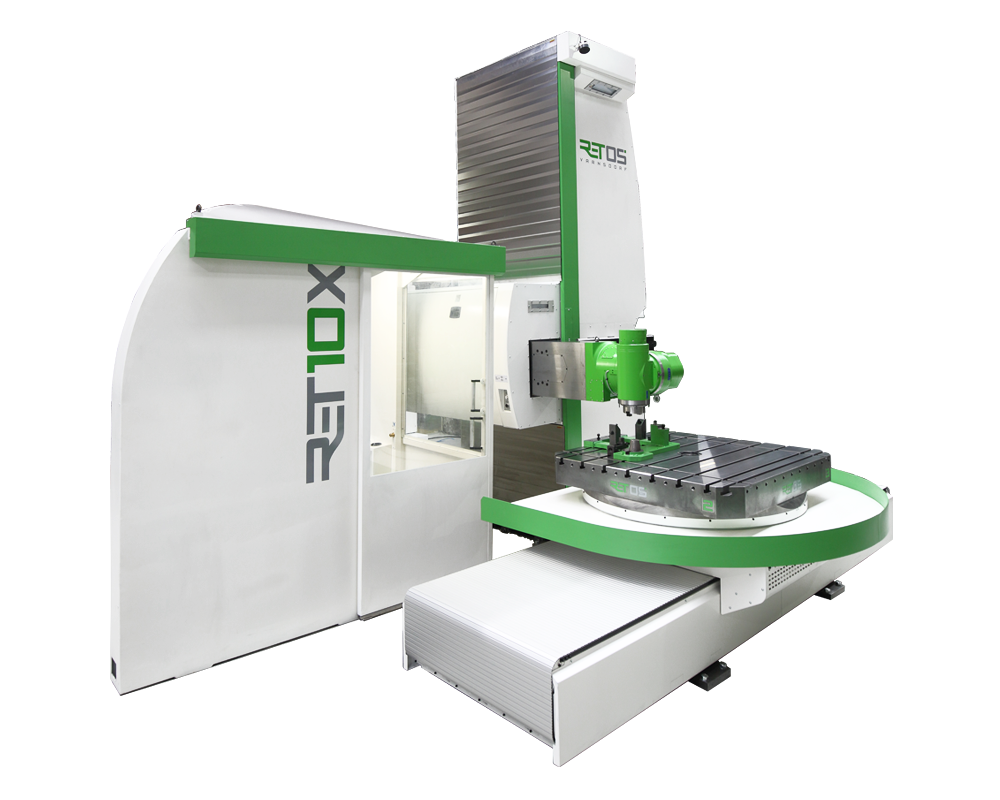
RET10X – горизонтально-расточный станок в крестообразном исполнении является оригинальной разработкой фирмы RETOS VARNSDORF s.r.o. Позволяет максимальную вариабельность исполнения и технологического применения благодаря своей модульной системе. По желанию возможно выбрать исполнение с выдвижным ползуном (ось V) или выдвижным шпинделем (ось W) или комбинацию обоих. Также возможны варианты: перемещения базовых осей X, Y, Z, размеры, количества (1 или2) и функциональности рабочих столов (поворотный в интерполяции, поворотный позиционированный, неповоротный), исполнения фрезерных головок, планшайб, автоматические смены инструмента, автоматические смены головок, различные системы охлаждения, уровни капотирования и т.д.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
- сплошно управляемый горизонтально-расточный станок
- крестообразное исполнение станин
- 4/5 линеарные оси + поворотный / неповоротный стол
- выдвижной ползун / выдвижной рабочий шпиндель или комбинация
- станок предназначен для универсальной обработки металла в отрасли машиностроения
- оборудование предназначено для черновой и чистовой обработки
- возможна адаптация станка технологическим потребностям заказчика (длина перемещений, количество осей, количество рабочих (1 или 2) столов, меры безопасности труда)
- по желанию заказчика возможно оснащение станка дополнительным и специальным оборудованием, таким как, устройство для автоматической смены инструмента (AVN), фрезерные головки, устройство для автоматической смены фрезерных головок (AVH), планшайба, система охлаждения инструмента (CHZ), система охлаждения инструмента осью шпинделя (CHOV), система охлаждения инструмента туманом (CHM), конвейер стружки
УПРАВЛЕНИЕ СТАНКОМ
- все функции станка, кроме зажима и разжима инструмента, управляются с главного пульта управления, который состоит из клавиатуры, кнопочного пульта и LCD монитора
- зажим и разжим инструмента осуществляется кнопками, расположенными на шпиндельной бабке
- дополнительно к главному пульту управления прилагается переносной электронный маховичок, который позволяет дублировать некоторые основные функции управления станком
- главный пульт управления расположен на внутренней стене кабины оператора
- система управления может работать в ручном, полуавтоматическом и полностью автоматическом режиме
- стандартный коммуникационный интерфейс позволяет соединение с заводской сетью для оперативного управления технологическим процессом или же для диагностики и сервиса системы управления
- возможна адаптация станка к конкретным требованиям заказчика
СТАНДАРТНОЕ ОСНАЩЕНИЕ СТАНКА
СИСТЕМА УПРАВЛЕНИЯ
- HEIDENHAIN iTNC 530 HSCI / TNC 640 + электронный маховичок
- приводы HEIDENHAIN
- моторы SIEMENS
ПЕРЕМЕЩЕНИЕ БАЗОВЫХ ОСЕЙ
- X – передвижение саней поворотного стола по поперечной станине
- Z – передвижение саней стойки по продольной станине
- Y – вертикальное передвижение шпиндельной бабки по стойке
- V – выдвижение ползуна
- B – поворот стола (стол V1 – позиционирование)
- S – вращение рабочего шпинделя
ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ СТАНКА
- оси X, Y, Z, V управляемые в интерполяции
- ось B позиционированная
- линейная интерполяция
- круговая интерполяция
- спиральная интерполяция
- интерполяция по пространственной кривой
- интерполяция осей S и Z (V) – поворот шпинделя в зависимости от положения оси Z (V) – позволяет нарезку резьбы без использования выравнивающей втулки
- технологические возможности могут быть ограничены территориальным исполнением программы системы управления
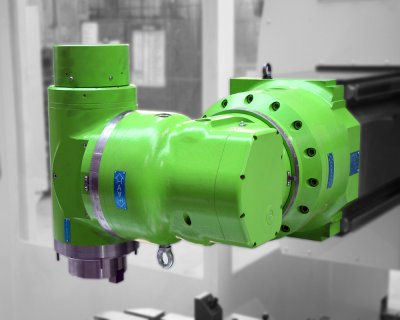
ШПИНДЕЛЬНАЯ БАБКА V1
- выдвижной ползун
- не выдвижной рабочий шпиндель
- очистка конусной полости шпинделя сжатым воздухом во время цикла смены инструмента
- привод шпинделя 2-х ступенчатым редуктором
- электрическое переключение оборотов шпинделя
- приспособление для монтажа дополнительного оборудования на торце выдвижного ползуна
ПРИВОД ОСЕЙ X, Y, Z
- бесщеточный цифровой переменный сервомотор с сервоприводом
- безлюфтовая передача зубчатым ремнем
- шарико-винтовая пара
ПРИВОД ОСИ V
- бесщеточный цифровой переменный сервомотор с сервоприводом
- планетарная коробка передач с минимальным зазором
- шарико-винтовая пара
ПРИВОД ОСИ B – СТОЛ V1
- бесщеточный цифровой переменный сервомотор с сервоприводом
- планетарная коробка передач с минимальным зазором
- зубчатый венец
БАЗОВЫЕ ОСИ
- оси X, Y, Z, V – роликовые направляющие качения
- ось B – подшипник качения
СМАЗКА
- автоматическая централизованная система дозированной смазки (в зависимости от пройденного пути данной группы)
ФИКСАЦИЯ БАЗОВЫХ ОСЕЙ
- оси X, Y, Z – не фиксируются, позиционно взаимосвязаны
- ось B – гидравлически
ГИДРОАГРЕГАТЫ
- смазочный агрегат HYTOS - смазка всех осей
- агрегат давления HYTOS - разжим инструмента, фиксация оси В
ИЗМЕРЕНИЕ ПОЛОЖЕНИЯ
- оси X, Y, Z – абсолютные цифровые оптические датчики линейных перемещений HEIDENHAIN
- ось V – абсолютный датчик вращения мотора
- ось B – абсолютный угловой датчик HEIDENHAIN
- ось S – инкрементальный датчик вращения HEIDENHAIN
РАСПРЕДЕЛЕНИЕ ЭНЕРГИИ
МЕХАНИЧЕСКАЯ ЗАЩИТА СТАНКА
- ось X, Y, Z – полная защита направляющих поверхностей телескопическим кожухом
CE – БЕЗОПАСНОСТЬ ТРУДА, НОРМЫ ЕС
- комплексная система мер безопасности труда отвечает действующему законодательству и техническим нормам
- защитный экран оператора
- ограждение рабочей зоны станка
ВАРИАНТНОЕ ИСПОЛНЕНИЕ СТАНКА
СИСТЕМА УПРАВЛЕНИЯ
- SIEMENS SIN 840D SL + электронный маховичок
- моторы и приводы SIEMENS
ШПИНДЕЛЬНАЯ БАБКА V2
- выдвижной ползун – ось V
- выдвижной рабочий шпиндель – ось W
- привод W – сервомотор, планетарная коробка передач, шарико-винтовая пара
- направляющие W – линейные направляющие качения
- фиксация базовой оси W – не фиксируется, связь по положению
- измерение положения оси W – абсолютный датчик вращения мотора
- остальное – см. шпиндельная бабка V1
ШПИНДЕЛЬНАЯ БАБКА V3
- не выдвижной фиксированный ползун
- выдвижной рабочий шпиндель – ось W
- привод W – сервомотор, планетарная коробка передач, шарико-винтовая пара
- направляющие W – линейные направляющие качения
- фиксация базовой оси W – не фиксируется, связь по положению
- измерение положения оси W – абсолютный датчик вращения мотора
- остальное – см. шпиндельная бабка V1
СТОЛ V2
- ось B управляемая в интерполяции
- цилиндрическая интерполяция с помощью поворотного стола
- привод – 2 сервомотора (master/slave), 2 планетарные коробки передачи, зубчатый венец
- остальное см. стол V1
СТОЛ V3
2 РАБОЧИХ СТОЛА
- возможна комбинация двух любых рабочих столов V1, V2, V3
AVN R04- 10 – АВТОМАТИЧЕСКАЯ СМЕНА ИНСТРУМЕНТА
- pick-up станция монтируется на на рабочий стол
- возможность использования нескольких pick-up станций на различных местах
- манипуляцию с инструментом обеспечивает рабочий шпиндель станка
- в комплекте с pick-up станцией поставляется 3D измерительный контактный зонд TS 460
| Время смены |
20 |
сек. |
| Количество гнезд в одной станции |
10 |
шт. |
| Макс. количество станций |
6 |
шт. |
| Шаг гнезд |
130 |
мм |
| Макс. диаметр инструмента |
125 |
мм |
| Макс. длина инструмента |
500 |
мм |
| Макс. вес инструмента |
15 |
кг |
| Вес без инструментов |
110 |
кг |
AVN R03-30/40 – АВТОМАТИЧЕСКАЯ СМЕНА ИНСТРУМЕНТА
- самостоятельное устройство
- магазин инструмента оснащен сервомотором для позиционирования инструмента
- манипулятор с электрическим / пневматическим приводом
| Параметры автоматической смены инструмента AVN |
R03-30 |
R03-40 |
|
| Время смены |
15 |
15 |
сек. |
| Количество гнезд в магазине |
30 |
40 |
шт. |
| Шаг гнезд |
130 |
130 |
мм |
| Макс. диаметр инструмента – без ограничения |
125 |
125 |
мм |
| Макс. диаметр инструмента – свободные соседние гнезда |
200 |
200 |
мм |
| Макс. длина инструмента |
500 |
480 |
мм |
| Макс. вес инструмента |
15 |
15 |
кг |
| Макс. вес инструментов в магазине |
250 |
300 |
кг |
| Макс. дисбаланс инструментов в магазине |
50 |
70 |
кг |
| Макс. скорость вращения диска |
8 |
5 |
об / мин |
| Рабочее давление воздуха |
5 |
5 |
Бар |
| Требуемая чистота воздуха |
40 |
40 |
микрона |
| Вес без инструментов |
1240 |
1380 |
кг |
CHZ – СИСТЕМА ОХЛАЖДЕНИЯ ИНСТРУМЕНТА СОЖ
- охлаждение инструмента форсунками, расположенными на торце шпиндельной бабки
- устройство оснащено насосом, датчиками уровня охлаждающей жидкости и давления
- объем бака около 100 л
- максимальное давление- 4 бара / 40 л/мин
- система распределения охлаждающей жидкости и форсунки встроенные и являются неотъемлемой частью станка
CHZ-V – СИСТЕМА ОХЛАЖДЕНИЯ ИНСТРУМЕНТА ВОЗДУХОМ
- работает по принципу вихревой трубы
- охлаждение без термического шока
- положительно влияет на точность и качество обработки
- высокая надежность
- экологичная и бесшумная
- минимальные накладные расходы
CHOV-K – СИСТЕМА ОХЛАЖДЕНИЯ ИНСТРУМЕНТА СОЖ ОСЬЮ ШПИНДЕЛЯ
- устройство необходимо заказать на стадии согласования конфигурации станка
- необходимо специальное устройство охлаждения с фильтрацией и магнетическим сепаратором стружки
- максимальное давление 40 бар – охлаждающая жидкость, емкость 1000 литров
- максимальное давление 80 бар – масло, емкость 100 литров
- невозможно одновременно использовать охлаждающую жидкость и масло
- уровень мер безопасности труда CE зависит от величины давления используемой охлаждающей жидкости
CHOV-V – СИСТЕМА ОХЛАЖДЕНИЯ ВОЗДУХОМ ОСЬЮ ШПИНДЕЛЯ
- устройство необходимо заказать на стадии согласования конфигурации станка
- максимальное давление 5 бар
CHOV-M – СИСТЕМА ОХЛАЖДЕНИЯ МАСЛЯНЫМ ТУМАНОМ ОСЬЮ ШПИНДЕЛЯ
- устройство необходимо заказать на стадии согласования конфигурации станка
- специальное программируемое устройство для охлаждения
- максимальное давление 5 бар
CHM – СИСТЕМА ОХЛАЖДЕНИЯ МАСЛЯНЫМ ТУМАНОМ
- только у шпиндельной бабки V3 (наружный подвод охлаждающего средства)
- возможно оснащение устройством в процессе производства станка
- легко монтируется
- проста в эксплуатации
КОНВЕЙЕР СТРУЖКИ
- стационарный конвейер стружки, встроенный в бетонный фундамент станка
- вдоль оси X
СПЕЦИАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
ПЕРЕЧЕНЬ СТАНДАРТНОГО ОБОРУДОВАНИЯ
- направляющая опора VP170 – только для станка с выдвижным шпинделем
- шомпол конической полости VK-ISO50
- комплект наконечников для крепления инструмента -15 штук
- анкерный материал KM
- набор инструментов для обслуживания и ухода за станком
- базовый комплект расходных материалов
- сопроводительная техническая документация
ПЕРЕЧЕНЬ ДОПОЛНИТЕЛЬНОГО ОБОРУДОВАНИЯ
- направляющая опора шпинделя VP320 – только для станка с выдвижным шпинделем
- направляющая опора шпинделя VP470 – только для станка с выдвижным шпинделем
- ручные фрезерные головки угловые HPR50, FP40
- ручные фрезерные головки универсальные HUR50, UFP40
- индексированные фрезерные головки прямоугольные и универсальные SEMPUCO
- NC 2-осевая фрезерная головка SEMPUCO
- планшайбы COGSDILL – только для шпиндельных бабок V2, V3 с выдвижным шпинделем
- полуавтоматическая смена фрезерных головок PVH
- автоматическая смена фрезерных головок AVH
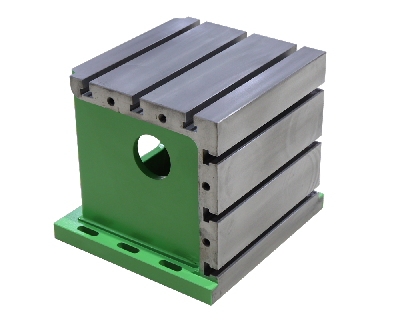
- крепежный кубик UK500, UK1000, UK1500, UK2000
- крепежные угольники UU800, UU950, UU1120, UU1450, UU1620, UU2000
- комплект расходных материалов на 3-x летний период эксплуатации станка
- устройство подготовки воздуха HEIDENHAIN DA 400
- 3D контактные измерительные зонды радио/инфракрасной связью (Heidenhain/Renishaw/Hexagon)
- беспроводной переносной электронный маховичок HEIDENHAIN HR 550 FS
- опции системы управления ЧПУ HEIDENHAIN – например DXF конвертер, система столкновений и т.п.
- CE режим безопасности 3 (только для Германии)