WHN13-CNC
горизонтально-расточный станок в крестообразном исполнению



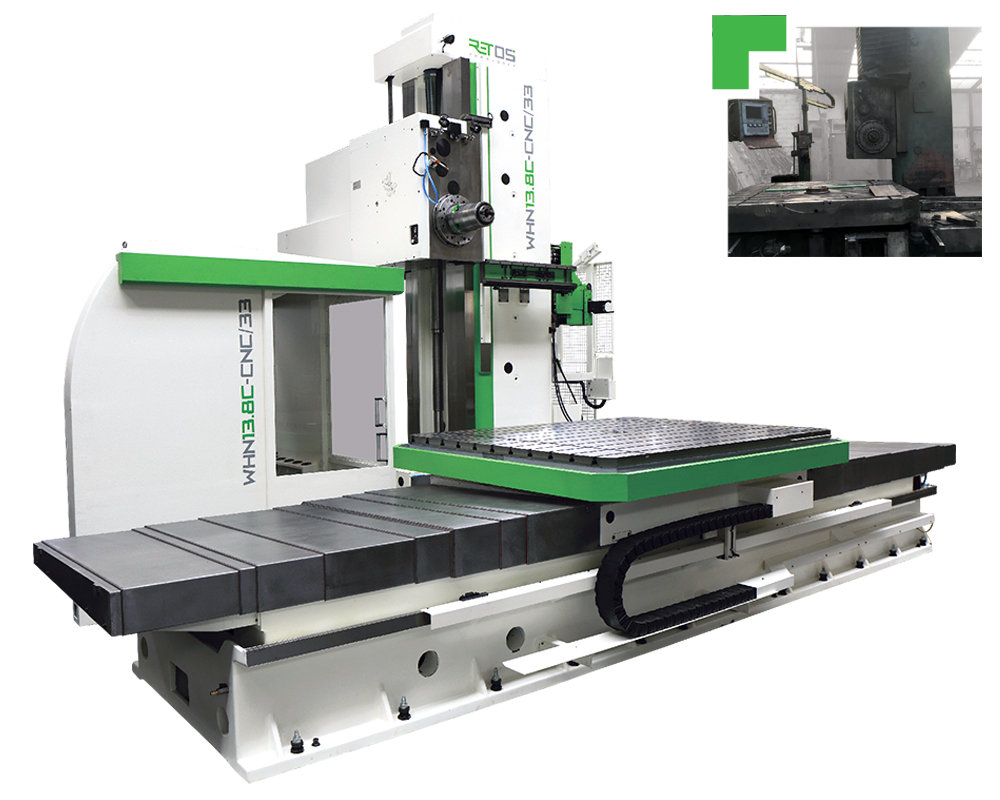
- крестообразное исполнение станин
- из любого варианта станка (от WH13 по WHN13-CNC) получаем после реконструкции станок с параметрами нового станка
- использована новая шпиндельная бабка с обороты до 3300 об/мин
- по заказу возможно станок оснастить автоматической сменной инструмента со временем смены 10 сек (стружка-стружка)
ОСНОВНЫЕ ПАРАМЕТРЫ
| Диаметр шпинделя | 130 | мм |
| Коническая полость | 50 | ISO |
| Обороты шпинделя | макс. 3300 | об / мин |
| Поперечная перест. стола (X) | 2000 / 3500 | мм |
| Перестановка шп. головки (Y) | 2000 / 2500 / 3000 | мм |
| Продольная перест. стойки (Z) | 1250 | мм |
| Выдвиг шпинделя (W) | 800 | мм |
| Крепежнaя поверхность стола | макс. 1800 x 2200 | мм x мм |
| Грузоподъёмность стола | 12000 | кг |
Другие параметры
| Диаметр рабочего шпинделя | 130 | мм |
| Конусная полость рабочего шпинделя | 50 | ISO |
| Хвостовик инструмента | 69871 | DIN |
| Наконечник инструмента | 4100793 | TOS |
| Диапазон оборотов рабочего шпинделя | 10 - 2500 / 3000 / 3300 | об / мин |
| Мощность главного мотора | 37 | кВт |
| Макс. крутящий момент рабочего шпинделя | 2500 | Нм |
| X...поперечное перемещение саней стола | 2000 / 3500 | мм |
| Z...продольное перемещение саней стойки | 1250 | мм |
| Y...вертикальное перемещение шпиндельной бабки | 2000 / 2500 / 3000 | мм |
| W...выдвижение рабочего шпинделя | 800 | мм |
| Размеры зажимной поверхности рабочего стола | 1600 x 1800 | мм x мм |
| 1800 x 1800 | мм x мм | |
| 1800 x 2200 | мм x мм | |
| "Размер зажимных ""T"" пазов стола" | 23 / 24 H8 | мм |
| Грузоподъёмность стола | 12000 | кг |
| Диапозон рабочих подач...X, Y, Z, W – ручной режим | 4 - 500 | мм / мин |
| Диапозон рабочих подач...X, Y, Z – автоматический режим | 4 - 10000 | мм / мин |
| Диапозон рабочих подач...W – автоматический режим | 4 - 8900 | мм / мин |
| Ускоренная подача...X, Y, Z | 10000 | мм / мин |
| Ускоренная подача...W | 8900 | мм / мин |
| Ускоренная подача...B | 1,84 | об / мин |
| Общая установленная входная мощность станка | 82 | кВА |
| Общий вес станка – в зависимости от исполнения | 40000 - 45000 | кг |
| Стандартное цветное исполнение станка и принадлежностей | белое 9010 / зеленное 6018 | RAL |
| Стандартное цветное исполнение забора | черное 9011 / желтое 1018 | RAL |
| Застроенная площадка вклучае CE – ориентировочный | 8300 x 9000 (8700) | мм x мм |
техническая спецификация
(техническая спецификация в05.08, tab в05.10)
Этот документ описывает все станки серии WH13, WHN13A, WHN13B, WHN13C до года выпуска 1990. Компоновка этих станков после реконструкции одинакова и отличается только в деталях.
Основные характеристики
- сплошно управляемый горизонтально-расточный станок
- крестообразное исполнение станин
- 4 линейные оси + поворотный стол
- выдвижной рабочий шпиндель
- станок проектирован для универсальной обработки в машиностроении
- подходящий как для черновой, так и для чистовой обработки
- по заказу возможно станок оснастить автоматической сменой инструмента, охлаждением инструмента (CHZ), охлаждением через ось шпинделя (CHOV), охлаждением туманом (CHM) или стружковым конвейером
- предназначено для использования в системе "Производство 4.0"
Управление станком
- все функции станка управляются из пульта ЧПУ, который состоит из клавиатуры, кнопочного пульта и LCD монитора
- зажим и отжим инструмента управляется кнопками на шпиндельной бабке
- управляющий пульт дополнен переносным вспомогательным пультом, который позволяет управлять некоторые базовые функции
- управляющий пульт расположен на площадке оператора, которая находится в зоне перед шпиндельной бабкой
- система управления может работать в ручном, полуавтоматическом и полностью автоматическом режиме
- стандартный коммуниционный интерфеис позволяет соединение с заводской сетью для легкой администрации технологических програм или же для диагностики и сервиса системы управления
- исполнение станка может быть в деталях приспособленно потребности заказчика
Базовое исполнение станка
Система управления
- HEIDENHAIN TNC 640 + электронный маховичок
- приводы HEIDENHAIN
- двигатели SIEMENS
Перемещение базовых осей
- X – поперечное передвижение поворотного стола по поперечной станине
- Z – передвижение саней стойки по продольной станине
- Y – вертикальное перемещение шпиндельной бабки по стойке
- W – выдвижение рабочего шпинделя
- B – поворот стола
- S – вращение рабочего шпинделя
Возможности станка
- оси X, Y, Z, W управляемые в интерполяции
- ось B позиционированная
- линейная интерполяция в четырех осях
- круговая интерполяция двух из четырех в интерполяции управляемых осях
- интерполяция по винтовой линии
- интерполяция по пространственной кривой
- Интерполяция осей S и Z (W) – поворот шпинделя в зависимости на положении оси Z (W) – позволяет резьбонарезание без использования выравнивающей втулки
Привода осей X, Y, Z, W
- безщеточный цифровой переменный сервомотор с сервоприводом
- безлюфтная передача зубчатым ременем
- передвижной шариковый винт
Привод оси B
- безщеточный цифровой переменный сервомотор с сервоприводом
- планетарная коробка передач с минимальной люфтой
- система зубчатых колес + зубчатый венец
Направляющие узлы
- оси X, Z, Y – направляющие поверхности закаленные, противолежащие им поверхности подлиты пластиком, клинья покрыты материалом Turcite
- ось W – направляющая скольжения чугун/бронза/сталь
- ось B – направляющая плоскость стола подлита пластиком
Смазка
- смазка центральная, осевая, частота смазки в соотношении с пройденным путем данной групы
Крепление
- оси X, Y, Z, B – гидравлически
- ось W - связь по положению
Шпиндельная бабка
- выдвижной рабочий шпиндель
- вздушное выдувание конусной полости шпинделя во время цикла смены инструмента
- привод шпинделя с помощью 2-ступенчатой механической зубчатой передачей
- гидравлическое переключение отдельных ступней вращения
- балансировка шпиндельной бабки – цепь и противовес в стойке
- подготовка для охлаждения через форсунки на торце шпиндельной бабки
Гидроагрегат
- гидравлический и смазочный агрегат HYTOS
- смазка всех осей
- крепление осей X, Y, Z, B
- отжим инструмента
Система измерение положения
- цифровое оптическое измерение HEIDENHAIN
- оси X, Y, Z, W – абсолютные датчики линейных перемещений
- ось B – абсолютный датчик угла
- ось S - абсолютный датчик вращения
Распределение энергии
- цепные электроносители IGUS
Механическая защита станка
- польное закрытие направляющих осей X, Z
- частичное закрытие оси Y
ВАРИАНТНОЕ ИСПОЛНЕНИЕ СТАНКА
CE – действительно для Европейского союза
- комплект предохранительных элементов для действующих законоположений и технических норм
- новая закрытая площадка для оператора
- лесенка к площадке
- ограждение рабочей зоны станка
Система управления
- SIEMENS SIN 840D SL + переносной пульт управления
- приводы и двигатели SIEMENS
R03-30/40 – автоматическая смена инструмента
- самостоятельное устройство
- магазин инструмента с сервомотором для позиционирования мест с инструменты
- манипулятор с электрическим / пневматическим приводом
| Параметры автоматической смены инструмента AVN | R03-30 | R03-40 | |
| Время смены | 15 | 15 | сек. |
| Количество гнезд в магазине | 30 | 40 | шт. |
| Шаг гнезд | 130 | 130 | мм |
| Макс. диаметр инструмента – без ограничения | 125 | 125 | мм |
| Макс. диаметр инструмента – свободные соседние гнезда | 200 | 200 | мм |
| Макс. длина инструмента | 500 | 480 | мм |
| Макс. вес инструмента | 15 | 15 | кг |
| Макс. вес инструментов в магазине | 250 | 300 | кг |
| Макс. дисбаланс инструментов в магазине | 50 | 70 | кг |
| Макс. скорость вращения диска | 8 | 5 | об / мин |
| Рабочее давление воздуха | 5 | 5 | Бар |
| Требуемая чистота воздуха | 40 | 40 | микрона |
| Вес без инструментов | 1240 | 1380 | кг |
CHZ – охлаждение инструмента – эмульсия
- охлаждение инструмента форсунками на торце шпиндельной бабки
- самостаятельный модуль устройства охлаждения – бак с насосом, уровномер, контроль давления
- емкость 100 литров
- максимальное давление 4 бары / 40 л/мин
- подготовка для охлаждения всегда составной частю станка – проводки, форсунки
CHZ-V – охлаждение инструмента – воздух
- принцип вихревой трубы
- охлаждение без термического шока
- положительное влияние на точность и качество поверхности
- высокая надежность
- экологическая работа
- почти нулевые расходы
CHOV-K – охлаждение через ось шпинделя – жидкость
- невозможно добавить в процесе производства станка
- самостаятельное устройство для охлаждения с филтрацией и магнетическим отделителем стружки
- максимальное давление 40 баров – емкость 1000 литров
- делнейшие необходимие изменения на станке и оснастке CE зависят от требованного давления охлаждающей жидкости
CHOV-M – охлаждение через ось шпинделя – масляный туман
- невозможно добавить в процесе производства станка
- самостаятельное программируемые устройство для охлаждения
- максимальное давление 5 баров
CHM – Охлаждение масляным туманом
- только с шпиндельной бабкой V3 (наружный подвод охлаждающего средства)
- возможно в любой момент добавить к станку
- простая монтаж
- простая эксплуатация
Конвейер стружки
- стационарный ковейер стружки встроенный в бетонный фундамент станка под продольной станиной между столом и стойкой
СПЕЦИАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
Перечень стандартного оборудования
- VP13-300 – направляющая опора шпинделя
- VK-ISO50 – шомпол конической полости
- комплект наконечников для крепления инструмента – 15 штук
- KM – анкерный материал
- набор инструментов для обслуживания и ухода за станком (только при продаже станка)
- базовый комплект расходных материалов
- сопроводительная техническая документация
Список специальных принадлежностей станка
- VP13-340 – направляющая опора шпинделя
- VP13-550 – направляющая опора шпинделя
- VP13-800 – направляющая опора шпинделя
- FP50-13 – фрезерный прибор перпендикулярный
- UFP50-13 – фрезерный прибор универсальный
- HPR50 – головка фрезерная вертикальная
- HUR50 – головка фрезерная универсальная ручная
- HUI50 – головка фрезерная универсальная автоматически регулируемая
- FX300-04 – ускоряющая головка
- LD650 – планшайба
- KVR – защитный кожух заготовки
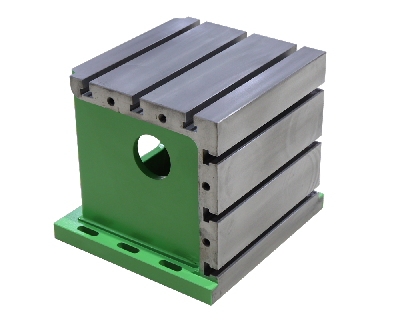
- крепежный кубик UK500, UK1000, UK1500, UK2000, UK2500, UK3000
- крепежные угольники UU800, UU950, UU1120, UU1450, UU1620, UU2000, UU2500, UU3000
- комплект расходных материалов на 2-x летний период эксплуатации станка
- устройство подготовки воздуха HEIDENHAIN DA400
- 3D контактные измерительные зонды радио/инфракрасной связью (Heidenhain/Renishaw/Hexagon)