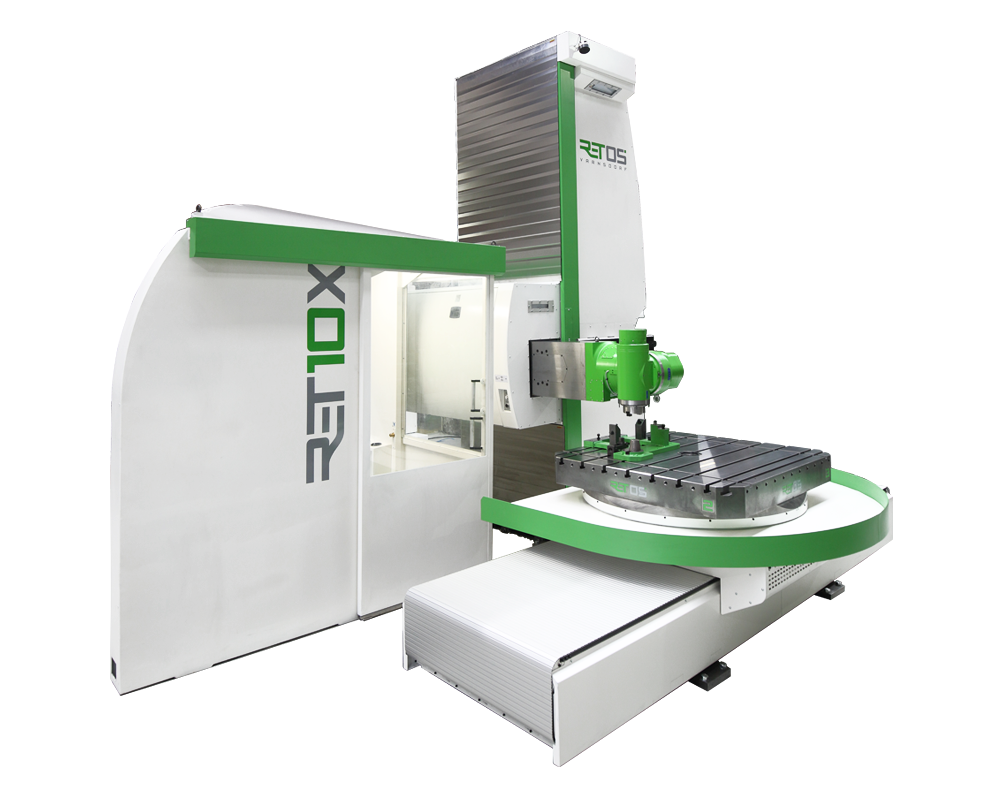
(technical specification v06.03)
The RET10X is a T-type horizontal boring mill designed by RETOS VARNSDORF s.r.o. Thanks to its unit principle, this machine excels in a maximum variability of design for various technological applications. According to your specific needs, you can choose between feeds in the V axis (ram) or W axis (spindle) or in both of them. Travel ranges in the main axes X, Y and Z, the size and number (1 or 2) of clamping plates with various functions (interpolation, positioning rotary tables, non-rotating tables) can be customized.
In addition, milling heads, facing heads, ATCs and further accessories are available.
Features
- contouring T-type of horizontal boring machine
- 4 / 5 linear axes + rotary / non-rotary table
- sliding ram / workspindle or a combination of them
- machine designed for universal use in mechanical engineering production
- suitable for roughing as well as for finishing
- travel ranges, number of axes, and clamping plates (1 or 2) and the level of coverage can be customized according to your specific needs
- according to your needs, option of fitting with a broad spectrum of accessories, such as automatic tool changing systems (ATC), various milling heads and milling head changing systems (AHC), a facing head, tool cooling kit (CHZ), cooling through spindle axis (CHOV), oil-mist cooling (CHM) or swarf conveyor
- ready for „Indurstry 4.0“
Controlling of the Machine
- all machine functions, except for clamping and unclamping, are controlled via the control panel, which consists of a keyboard, a switch panel and an LCD monitor
- the clamping and unclamping of tools is controlled by the key on the headstock
- the control panel is supplemented by a portable control panel (handwheel), which duplicates some of the basic control functions of the machine
- the control panel is swivellingly connected to the wall inside the operator housing
- the control system allows manual, semiautomatic and fully automatic modes
- the standard communication interface allows a connection with the Ethernet for easy administration and distribution of technological programs, machine operation monitoring, diagnostics or servicing of the control system, etc.
Machine design can be customized.
Standard Version
Control System
- HEIDENHAIN TNC 640 + handwheel
- HEIDENHAIN drives
- SIEMENS motors
Powered Axes
- X – travel of rotary table slide on transversal bed
- Z – travel of column slide on longitudinal bed
- Y – vertical headstock travel on column
- V – ram travel
- B – table rotation
- S – workspindle rotation
Machine Capabilities
- interpolation controlled X, Y, Z, V axes
- B axis controlled as positioning axis
- linear interpolation
- circular interpolation
- spiral interpolation
- spacial interpolation - spline in space
- interpolation of S and Z (V) axes – spindle rotation depending on the Z (V) axis position – enables thread cutting without use of a compensating bushing
- potential limitations regarding the machine capabilities due to territorial differences in the control system’s NC program
V1 Headstock
- sliding ram
- non-sliding workspindle
- spindle cavity blown with air during tool-changing cycle
- spindle driven by two speed ranges – speed reduction gear
- hydraulic shifting of each speed range
- set-up for tool cooling kit on ram front side
Kinematics of the X, Y, Z Axes
- brushless digital servomotor with servo-drive
- clearance-free gearing by timing belt
- ball screw
Kinematics of the V Axis
- brushless digital servomotor with servo-drive
- planetary gearbox with minimum clearance
- ball screw
Kinematics of the B Axis – V1 Table
- brushless digital servomotor with servo-drive
- planetary gearbox with minimum clearance
- gear ring
Group Guidance
- X, Y, Z, V axes – Caged Roller LM Guides
- B axis – crossed roller slewing bearing
Lubrication
- central, axial lubrication
- frequency of lubrication cycles correlates with travelled track of the particular group
Clamping
- X, Y, Z, V axes – not clamped – positional feedback
- B axis – hydraulically
Hydraulic Power Packs
- HYTOS lubrication set – lubrication of all axes
- HYTOS pressure set – unclamping of tools, fixing of B
Position Measurement
- X, Y, Z axes – HEIDENHAIN absolute digital optical linear encoders
- V axis – absolute rotary encoder in motor
- B axis – HEIDENHAIN absolute angle encoder
- S axis – HEIDENHAIN incremental rotary encoder
Energy Distribution
Coverage of Machine
- X, Y, Z axes – fully enclosed groups
Optionally
CE – compulsory in EU
- comprehensive safety elements according to the applicable legislation and technical standards
- operator housing
- working area of the machine is fenced off
Control System
- SIEMENS ONE + handwheel
- SIEMENS drives and motors
V2 Headstock
- sliding ram – V axis
- sliding workspindle – W axis
- W drive – servomotor, planetary gearbox, ball screw
- W guidance – Caged Roller LM Guides
- W clamping – not clamped – positional feedback
- W measurement – absolute rotary encoder in motor
- for further details see V1 Headstock
V3 Headstock
- non-sliding, fixed ram
- sliding workspindle – W axis
- W drive – servomotor, planetary gearbox, ball screw
- W guidance – Caged Roller LM Guides
- W clamping – not clamped – positional feedback
- W measurement – absolute rotary encoder in motor
- for further details see V1 Headstock
V2 Table
- B axis interpolation controlled
- cylindrical interpolation using the rotary table
- drive – 2 servomotors (Master/Slave), 2 planetary gearboxes, gear ring
- for further details see V1 Table
V3 Table
2 Tables
- arbitrary combination of V1, V2, V3 Tables
- palletising mode – one active table with the second table in idle mode at its resting position
- coupling mode – the tables behave like one clamping surface and travel together along the X axis, the table rotation is blocked, the distance between the tables resp. the clamping surface length can be defined in relation to the resulting X axis travel (the longer the clamping surface, the shorter the travel)
- other purposes of use need to be clarified before ordering the machine – effects on the machine’s configuration, installation space and operating safety
ATC R04-10 – Automatic Tool Changer
- rack system on the table or pick-up
- application of several racks at various places possible
- tool changing by workspindle of the machine
- including TS 460 workpiece touch probe
| ATC R04-10 Parameters |
| Tool changing time |
20 |
s |
| Number of tools in one rack |
10 |
pcs |
| Maximum number of racks – table – V1, V2 |
4 |
pcs |
| Maximum number of racks – pick-up – fixed |
2 |
pcs |
| Maximum number of racks – pick-up – rotary |
4 |
pcs |
| Tool pocket pitch |
130 |
mm |
| Maximum tool diameter |
125 |
mm |
| Maximum tool length |
500 |
mm |
| Maximum tool weight |
15 |
kg |
| Weight without tools |
110 |
kg |
ATC R03-30/40 – Automatic Tool Changer
- the ATC is a separate unit
- magazine with servodrive for tool pocket positioning
- changer driven electrically / pneumatically
| ATC Parameters |
R03-30 |
R03-40 |
|
| Tool changing time |
15 |
15 |
s |
| Number of tools |
30 |
40 |
pcs |
| Tool pocket pitch |
130 |
130 |
mm |
| Maximum tool diameter – unrestricted |
125 |
125 |
mm |
| Maximum tool diameter – with free pockets |
200 |
200 |
mm |
| Maximum tool length |
500 |
480 |
mm |
| Maximum tool weight |
15 |
15 |
kg |
| Maximum weight of tools in magazine – total |
250 |
300 |
kg |
| Maximum tool unbalance in magazine wheel |
50 |
70 |
kg |
| Maximum wheel speed |
8 |
5 |
rpm |
| Operating air pressure |
5 |
5 |
bar |
| Required air purity |
40 |
40 |
microns |
| Weight without tools |
1240 |
1380 |
kg |
CHZ - Tool Cooling Kit – Fluid
CHZ-V – Tool Cooling – Air
- cold air gun
- cooling without a thermal shock
- positive impact on the accuracy and the surface quality
- high reliability
- environmentally friendly
- almost zero operating costs
CHOV-K – Cooling Through Spindle Axis – Fluid
- not possible to add into configuration, once the production has started
- separate cooling unit with filter and magnetic swarf separator
- tank volume 1000 l
- maximum pressure 40 bar / 30 l/min
- other alterations to machine and CE features
- for pressure higher than 10 bar a workpiece or machine cover is necessary
CHOV-V – Cooling Through Spindle Axis – Air
- not possible to add into configuration, once the production has started
- maximum pressure 5 bar
CHOV-M – Cooling Through Spindle Axis – Oil-Mist
- not possible to add into configuration, once the production has started
- separate programmable cooling unit
- maximum pressure 5 bar
CHM – Oil-Mist Cooling
- with V3 headstock only (external supply for cooling medium)
- can be added to machine at any time
- easy to install
- easy to use
Swarf Conveyor
- in the concrete foundation of the machine
- between the beds along the X axis
Accessories
Standardly Delivered Accessories
- VP10–170 spindle guiding support – for sliding spindle only
- VK-ISO50 cleaning brush
- clamping adapters – 15 pieces
- KM anchoring kit
- basic tool kit for operation and maintenance of the machine
- basic spares kit
- accompanying technical documentation
Optional Accessories
- VP10–320 spindle guiding support – for sliding spindle only
- VP10–470 spindle guiding support – for sliding spindle only
- HPR50, FP40 vertical manual milling head
- HUR50, UFP40 universal manual milling head
- SEMPUCO vertical and universal indexing head
- SEMPUCO universal NC milling head
- COGSDILL facing head – with V2, V3 headstocks only (spindle feed necessary)
- SHC – semiautomatic head changer
- AHC – automatic head changer
- LN100X steady rest (tailstock) + technological accessories
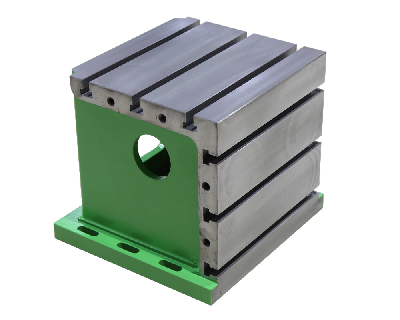
- UK500, UK1000, UK1500, UK2000 clamping cube
- UU800, UU950, UU1120, UU1450, UU1620, UU2000 clamping angle plates
- spares kit for 3-year operation
- HEIDENHAIN DA 400 compressed-air filter system
- 3D touch probes with radio/infrared signal transmission (Heidenhain/Renishaw/Hexagon)
- HEIDENHAIN HR 550 FS wireless handwheel
- CE security mode 3 (for German market only)